Schwerpunktthema: Schweißrauchminderung im Blick
Sicher schweißen
Die Fügetechnologie Schweißen hat sich stetig weiterentwickelt und ist heute als universelle Verbindungstechnik in Industrie und Handwerk etabliert. Häufig wird manuell, also von Hand geschweißt. Know-how und Geschick des Schweißers oder der Schweißerin bestimmen über die Qualität der hergestellten Verbindung. Arbeitgeber und Arbeitnehmer müssen gleichzeitig die Arbeitssicherheit und den Gesundheitsschutz im Blick haben. Wissen über den neuesten Stand der Technik ist dafür immens wichtig.
In rund 36.000 Mitgliedsbetrieben der BGHM werden schweißtechnische Arbeiten ausgeführt. Unter schweißtechnische Arbeiten fallen vor allem Schweißen, Schneiden und verwandte Verfahren. Aber auch Tätigkeiten, die in direktem Zusammenhang mit dem Schweißen stehen, wie zum Beispiel das Schleifen für die Schweißnahtvor- und -nachbereitung, werden den schweißtechnischen Arbeiten zugeordnet.
Die Lichtbogenverfahren dominieren die schweißtechnische Anwendung, bergen jedoch auch spezifische Gefahren: elektrischer Strom, UV-Strahlung, Funken und Spritzer, Gase und Rauche. Letztere sind als Gefahrstoffe eingestuft.

Ist die Luft im Atembereich der Beschäftigten mit Schweißrauch „beladen“, wird dies durch die inhalative Exposition ausgedrückt. Das Ausmaß der inhalativen Exposition ergibt sich aus der Konzentration des Gefahrstoffes in der Luft und dem zugehörigen zeitlichen Bezug (Dauer der Exposition). Bei der sogenannten einatembaren Staubfraktion (E-Staub) handelt es sich um den Massenanteil aller Schwebstoffe, der durch Mund und Nase eingeatmet werden kann. Die alveolengängige Staubfraktion (A-Staub) ist der Massenanteil der einatembaren Stäube, der bis in die Alveolen (Lungenbläschen) vordringen kann.
Hinsichtlich der Wirkungsweise können Gefahrstoffe in drei Gruppen unterteilt werden:
- lungenbelastend
- giftig (akut toxisch)
- krebserzeugend
Zu den Gefahrstoffen, die als lungenbelastend eingestuft sind, gehören Stäube der A- und E-Fraktion sowie Aluminium-, Eisen-, Magnesiumoxid und Titandioxid. Beispielsweise Kupfer-, Mangan-, Zinkoxid, Vanadiumpentoxid und Chrom(III)-Verbindungen haben darüber hinaus auch akut oder chronisch toxische Wirkungen. Als krebserzeugend sind zum Beispiel Beryllium-, Cadmium-, Nickeloxid und Chrom(VI)-Verbindungen eingestuft.
Im Zusammenhang mit schweißtechnischen Arbeiten können zum Beispiel folgende Berufskrankheiten (BK) relevant sein:
- BK 1103 – Erkrankungen durch Chrom oder seine Verbindungen
- BK 4109 – Bösartige Neubildungen der Atemwege und der Lungen durch Nickel oder seine Verbindungen
- BK 4115 – Lungenfibrose durch extreme und langjährige Einwirkungen von Schweißrauchen und Schweißgasen „Siderofibrose“)
Schweißrauchminderung durch Kombination von Substitutionsmaßnahmen: Lichtbogenart und Prozessgas

Grenzwerte für Gefahrstoffe
Die Einhaltung von Grenzwerten für Gefahrstoffe am Arbeitsplatz schützt die Beschäftigten und gibt darüber hinaus Rechtssicherheit für den Arbeitgeber. Die Technische Regel für Gefahrstoffe (TRGS) 528 „Schweißtechnische Arbeiten“ listet die relevanten Grenzwerte für Gefahrstoffkonzentrationen an Schweißarbeitsplätzen auf. In der TRGS 900 „Arbeitsplatzgrenzwerte“ ist beschrieben, bei welcher Konzentration
eines Stoffes im Allgemeinen keine akuten oder chronisch schädlichen Auswirkungen auf die Gesundheit zu erwarten sind. Die Grenzwerte sind in Abhängigkeit von der Wirkungseigenschaft des jeweiligen Gefahrstoffs festgelegt. Für krebserzeugende Gefahrstoffe wie beispielsweise Cobalt und Nickeloxid werden risikobasierte Beurteilungsmaßstäbe gemäß TRGS 910 „Risikobezogenes Maßnahmenkonzept für Tätigkeiten mit krebserzeugenden Gefahrstoffen“ angegeben. Die risikobasierten Beurteilungsmaßstäbe werden durch den Zusammenhang zwischen der Stoffkonzentration im Atembereich der Beschäftigten und
der statistischen Wahrscheinlichkeit an Krebs zu erkranken dargestellt. Dabei handelt es sich um die sogenannte Expositions-Risiko-Beziehung (ERB).
Je nach Schweißverfahren kann die Einhaltung aktueller Grenzwerte eine Herausforderung darstellen. In Querschnittsstudien zur Exposition von Schweißerinnen und Schweißern gegenüber Schweißrauchen hat das Institut für Prävention und Arbeitsmedizin der Deutschen Gesetzlichen Unfallversicherung (IPA) festgestellt, dass Grenzwerte häufig überschritten werden – und das auch bei eingesetzter Absaugtechnik. Sowohl Schweißer und Schweißerinnen als auch in direkter Umgebung tätige Personen (Bystander) sind oft unzureichend geschützt. Auswirkungen oder gesundheitliche Beeinträchtigungen durch Schweißrauche zeigen sich häufig nicht sofort. Deswegen wird eine gesundheitliche Belastung nicht selten unterschätzt.
Während häufig das Absaugen der Schweißrauche im Entstehungsbereich als alleinige Maßnahme gesehen wird, steht in der TRGS 528: Wenn die Wirksamkeit einer Schutzmaßnahme nicht ausreicht, ist eine Kombination abgestimmter Maßnahmen anzuwenden. Dieser Ansatz folgt dem STOP-Prinzip, nach dem zuerst gefahrstoffarme Verfahren und/oder emissionsmindernde Zusatz- und Hilfsstoffe einzusetzen sind (Substitution). Technische Maßnahmen wie das Absaugen sind nachrangig zu treffen. Dennoch sei an dieser Stelle gesagt: Technische Schutzmaßnahmen sind für das Schweißen unverzichtbar. Eine wirksame
Schweißraucherfassung an der Entstehungsstelle – brennerintegriert, nachgeführt oder stationär – kann die Schweißrauchbelastung signifikant mindern.
Schweißrauchminderung im Betrieb
Die Minderung der Schweißrauchbelastung im Betrieb ist Schwerpunkt des Ende 2019 von der BGHM initiierten Schweißrauchkolloquiums. Das übergeordnete Ziel ist, in Übereinstimmung mit der TRGS 528, die Einhaltung geltender Grenzwerte sicherzustellen und die gefährdenden Expositionen beim Schweißen zu reduzieren. Unterschiedliche Kooperationspartner bringen ihre Expertise ein. Vertreterinnen und Vertreter der Arbeitnehmer- und der Arbeitgeberseite, des staatlichen Arbeitsschutzes, der gesetzlichen Unfallversicherung, der Fachverbände, der Hersteller und der Wissenschaft widmen sich den differenziert zu
betrachtenden Aspekten der Schweißrauchminderung. In acht Workshops werden relevante Fragestellungen behandelt und Lösungen entwickelt. Schwerpunktthemen sind beispielsweise:
- Prozessspezifische Einflüsse (Schweißparameter, Lichtbogenarten),
- die Effekte angepasster Draht-Gas-Kombinationen und
- die Wirksamkeit von Absaugtechniken.
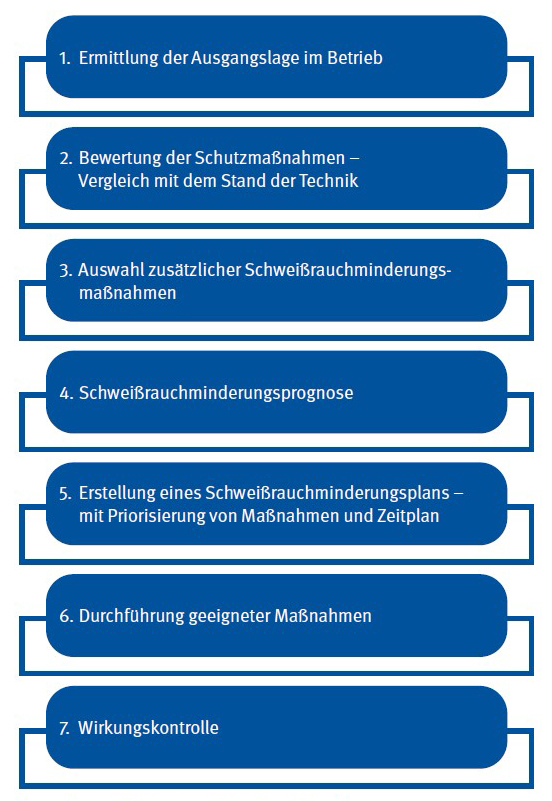
Ein Ergebnis des Schweißrauchkolloquiums ist die DGUV Information 209-096 „Schweißrauchminderung im Betrieb – Schweißrauchminderungsprogramm“. Sie kann sowohl bei der Beurteilung als auch bei der Minderung der Gefährdung durch Schweißrauche in der Praxis unterstützen. Die Schrift ist in aktueller Fassung auf das Metall-Schutzgasschweißen (MIG/MAG-Schweißen) ausgerichtet. Das Schweißrauchminderungsprogramm beschreibt die notwendigen Schritte (siehe Grafik Seite 19) zur Beurteilung und Verbesserung der Arbeitssicherheit und des Gesundheitsschutzes an Schweißarbeitsplätzen.
Auf Basis des Schweißrauchminderungsprogramms kann ein betriebs- oder arbeitsplatzbezogener Schweißrauchminderungsplan aufgestellt werden. Relevante Faktoren des gesamten Schweißprozesses werden systematisch betrachtet und optimiert.
Dr. Demian Langen und Andreas Naumov, BGHM
Die sieben Schritte des Schweißrauchminderungsprogramms (DGUV-Information 209-096)